Once the metal is cleaned, treated, and painted, the strip is rewound into a coil size prescribed by the customer. From there, the coil is removed from the line and packaged for shipment or additional processing.
After the primer is applied and cured, then the metal strip enters the finish coat station where a topcoat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primers, the topcoat is cured using thermal cure ovens.
Oven
Coil coating ovens can range from 130 feet to 160 feet and will cure the coatings in 13 to 20 seconds.
During this stage, the strip enters the prime coat station whereby a primer is applied to the clean and treated metal. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the topcoat.
S Wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip simultaneously in one continuous pass.
The cleaning and pretreating section of the coil coating process focuses on preparing the metal for painting. During the cleaning stage, dirt, debris, and oils are removed from the metal strip. From there, the metal enters the pretreatment section and/or a chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place
In this stage a chemical that provides enhanced corrosion performance is applied. This treatment can be chrome free if required.
The accumulator is a structure that adjusts up and down to store material, which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching process. As much as 750 feet of metal can be collected.
The durability of the smallest components can be critical to a structure’s integrity and performance. These small components often have intricate designs requiring that a protective coating does not interfere with surface integrity.
Spin galvanizing is a hot-dip process which utilizes a centrifuge anchored to a galvanizing kettle (or a spinner located above it) for immersing small to medium-scale components in molten zinc. A tightly bonded alloy coating forms on the steel, providing long-term, durable protection from the devastating effects of corrosion, while the centrifuge or spinner removes excess molten zinc to ensure coating uniformity, quality fits, and precise functionality.
The spin process, combined with AZZ’s automated conveyor lines, are used for a wide range of small to medium sized components including all thread rods, nut blanks, guardrail bolts, anchor bolts, washers, turnbuckles, and wheels.
Here are just a few reasons to protect your small components with AZZ’s Spin Process:
1 – 100% Complete and Consistent Coverage
Our high quality spin process guarantees even coating for secure connections and lasting fits, while ensuring the visibility of required identification and specification information engraved or stamped in the steel.
2 – Coating Thickness
Depending upon diameter, parts will receive from 1.7 to 3.4 (43 to 86 microns) mils of the impervious zinc coating. Zinc-plated components have a thin zinc coating, up to only 1 mil (25 microns).
3 – Bond Strength
Resulting bond strength nears 3600 psi (24.82 MPa). The coating is extremely difficult to damage. Painted and zinc plated coatings have a typical bond strength of only a few hundred PSI and are easily scratched and removed.
4 – Hardness
Spun parts have zinc-iron alloy layers, formed during the galvanizing process, that are harder than the base steel itself. These abrasion resistant layers make the galvanized coating difficult to damage during tightening.
5 – Paintable
Prepared according to ASTM D 6386 (Practice for Preparation of Zinc [Hot-Dip] Galvanized Coated Iron and Steel Product and Hardware Surfaces for Painting), hot-dip coatings are successfully painted, providing long-lasting under film corrosion protection.
Interested in learning more about AZZ’s rapidly expanding spin galvanizing capabilities? Contact us today!
From British Columbia to Manitoba, our customers appreciate the convenience and flexibility only a local partner can provide. With three locations across the region (two galvanizing facilities and our strategically located Calgary depot), you can be certain that your project will be handled quickly, efficiently and with the lowest possible transportation costs.
Ready to learn more? We’re ready for your next project. Contact us today to get started!
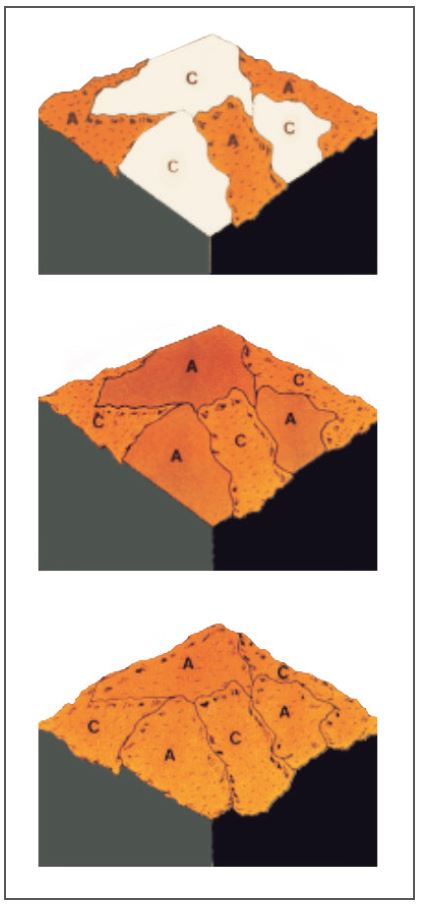
The actual corrosion process that takes place on a piece of bare, mild steel is very complex due to factors such as variations in the composition/structure of the steel, presence of impurities due to the higher instance of recycled steel, uneven internal stress and/or exposure to a non-uniform environment.
It is very easy for microscopic areas of the exposed metal to become relatively anodic or cathodic. A large number of such areas can develop in a small section of the exposed metal. Further, it is highly possible that several different types of galvanic corrosion cells are present in the same small area of an actively corroding piece of steel.
As the corrosion process progresses, the electrolyte may change due to materials dissolving in or precipitating from the solution. Additionally, corrosion products might tend to build up on certain areas of the metal. These corrosion products do not occupy the same position in the galvanic series as the metallic component of their constituent element.
As time goes by, there may be a change in the location of relatively cathodic and anodic areas and previously uncorroded areas of the metal are attacked and corroded. As the below figure indicates, this eventually will result in the uniform corrosion of the area. The rate at which metals corrode is controlled by factors such as the electrical potential and resistance between anodic and cathodic areas, pH of the electrolyte, temperature and humidity.
How Zinc Protects Steel from Corrosion
The reason for the extensive use of hot-dip galvanizing is the two-fold protective nature of the coating. As a barrier coating, it provides a tough, metallurgically bonded zinc coating that completely covers the steel surface and seals the steel from the corrosive action of the environment. Additionally, zinc’s sacrificial action protects the steel even where damage or minor discontinuity in the coating occurs.
Barrier Protection
Barrier protection is perhaps the oldest and most widely used method of corrosion protection. It acts by isolating the metal from the electrolyte in the environment. Two important properties of the barrier protection are adhesion to the base metal and abrasion resistance. Paint is one example of a barrier protection system.
Cathodic Protection
Cathodic protection is an equally important method for preventing corrosion. Cathodic protection requires changing an element of the corrosion circuit by introducing a new corrosion element, thus ensuring that the base metal becomes the cathodic element of the circuit.
There are two major variations of the cathodic method of corrosion protection. The first is called “the impressed current method.” In this method, an external current source is used to impress a cathodic charge on all the iron or steel to be protected. While such systems generally do not use a great deal of electricity, they often are very expensive to install.
The other form of cathodic protection is called “the sacrificial anode method.” In this method, a metal or alloy that is anodic to the metal to be protected is placed in the circuit and becomes the anode. The protected metal becomes the cathode and does not corrode. The anode corrodes, thereby providing the desired sacrificial protection. In nearly all electrolytes encountered in everyday use, zinc is anodic to iron and steel. Thus, the galvanized coating provides cathodic corrosion protection as well as barrier protection.
For over four decades, AZZ has been protecting critical infrastructure from the destruction of metallic corrosion as North America’s leading provider of galvanizing for fabricated steel. In addition to hot-dip galvanizing, AZZ offers a wide range of high-quality metal finishing and coating services. Our comprehensive metal coating capabilities create enduring infrastructure for constructing a stronger, safer, and sustainable world.
FABTECH Canada provides a convenient venue where attendees can meet with world-class suppliers, see the latest industry products and developments, find the tools to improve productivity, and discover new solutions to their metal forming, fabricating, welding, and finishing needs.
Join our Metal Coatings team at exhibit #7055 to learn how AZZ can make your next project a success!




























")