Once the metal is cleaned, treated, and painted, the strip is rewound into a coil size prescribed by the customer. From there, the coil is removed from the line and packaged for shipment or additional processing.
After the primer is applied and cured, then the metal strip enters the finish coat station where a topcoat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primers, the topcoat is cured using thermal cure ovens.
Oven
Coil coating ovens can range from 130 feet to 160 feet and will cure the coatings in 13 to 20 seconds.
During this stage, the strip enters the prime coat station whereby a primer is applied to the clean and treated metal. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the topcoat.
S Wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip simultaneously in one continuous pass.
The cleaning and pretreating section of the coil coating process focuses on preparing the metal for painting. During the cleaning stage, dirt, debris, and oils are removed from the metal strip. From there, the metal enters the pretreatment section and/or a chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place
In this stage a chemical that provides enhanced corrosion performance is applied. This treatment can be chrome free if required.
The accumulator is a structure that adjusts up and down to store material, which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching process. As much as 750 feet of metal can be collected.
Understanding Wet Storage Stain on Galvanized Steel
Wet storage stain is a condition that can occasionally develop on newly galvanized steel when moisture becomes trapped between closely packed surfaces with limited airflow.
While it may appear concerning at first glance, wet storage stain is typically a storage and handling issue rather than an indication of poor galvanizing quality.
The condition most commonly develops during transportation, outdoor storage, or jobsite staging when freshly galvanized components are tightly nested, bundled, or exposed to prolonged moisture without adequate ventilation. Because newly galvanized steel has not yet fully developed its stable zinc patina, these conditions can temporarily interrupt the normal weathering process of the zinc coating.
What Causes Wet Storage Stain?
Hot-dip galvanized steel protects against corrosion through a zinc coating that reacts naturally with the environment over time. Under normal atmospheric exposure, the zinc develops a stable protective patina that significantly slows future corrosion and contributes to the long service life associated with galvanized steel.
However, when moisture becomes trapped between galvanized surfaces and oxygen circulation is restricted, the natural patina development process cannot occur properly. Instead, the zinc reacts with water and oxygen to form a powdery surface deposit known as wet storage stain.
Wet storage stain is most commonly associated with:
Newly galvanized steel
Tightly stacked or nested material
Components stored outdoors before installation
Exposure to condensation or standing water
Limited airflow during storage or shipment
Does Wet Storage Stain Affect Performance?
In many cases, wet storage stain is primarily cosmetic and does not significantly impact the long-term corrosion protection of the galvanized coating. Light surface staining will often weather away naturally once the material is exposed to normal outdoor conditions with proper airflow and regular wet-dry cycles.
More severe or prolonged cases, however, can consume portions of the zinc coating and potentially reduce the overall protective life of the galvanized steel if left unaddressed. This is why proper storage and handling immediately following galvanizing are important.
The presence of wet storage stain does not automatically indicate a problem with the galvanizing process itself. In fact, the zinc coating is still functioning sacrificially, reacting to environmental exposure to protect the underlying steel from corrosion.
Preventing Wet Storage Stain
Wet storage stain is largely preventable through proper handling and storage practices.
Recommended best practices include:
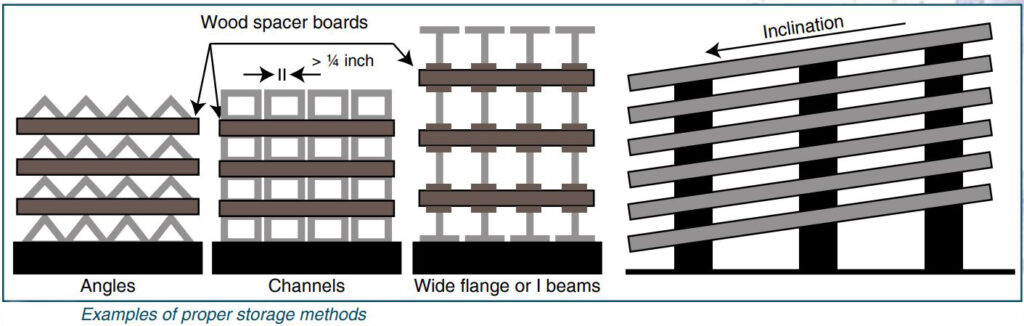
Storing galvanized steel in dry, well-ventilated areas
Avoiding tight stacking of freshly galvanized components
Allowing airflow between stored pieces
Storing material at an angle to encourage water drainage
Keeping galvanized steel elevated off the ground
Minimizing prolonged exposure to condensation or trapped moisture
These precautions help the zinc coating develop its stable protective patina naturally and reduce the likelihood of wet storage stain during storage or transportation.
Cleaning Wet Storage Stain
When wet storage stain does occur, the appropriate response depends on the severity of the condition.
For light staining, normal weathering may gradually remove the deposits over time. Heavier accumulations can often be cleaned using a nylon brush or approved cleaning solutions that will not damage the galvanized coating.
Aggressive cleaning methods or harsh chemicals should generally be avoided unless specifically recommended by galvanizing professionals or technical guidance.
The Bigger Picture
One of the primary advantages of hot-dip galvanizing is its ability to provide long-term corrosion protection in demanding environments. The zinc coating serves as both a durable barrier and a sacrificial layer that corrodes preferentially to protect the steel beneath.
While wet storage stain may temporarily affect the appearance of newly galvanized steel, it is typically manageable and preventable through proper storage and handling practices. With appropriate care, galvanized steel can continue delivering decades of corrosion protection across infrastructure, utility, transportation, industrial, and architectural applications.
Key Takeaways
Wet storage stain occurs when moisture becomes trapped between galvanized surfaces with limited airflow
It most commonly develops on newly galvanized steel during storage or transportation
Light cases are often cosmetic and may weather away naturally over time
Severe cases can reduce zinc coating thickness if left unaddressed
Proper storage, drainage, and ventilation are the best prevention methods
Wet storage stain does not automatically indicate poor galvanizing quality
Appropriate handling practices help galvanized steel achieve maximum service life
Note: Guidance related to wet storage stain, galvanized steel storage practices, coating performance, and cleaning methods was adapted from technical resources published by the American Galvanizers Association.
Every day, millions of tons of raw materials move through conveyor and material handling systems around the world. Behind each operation is a network of steel structures that quietly support the movement of materials from one point to another.




























")