Once the metal is cleaned, treated, and painted, the strip is rewound into a coil size prescribed by the customer. From there, the coil is removed from the line and packaged for shipment or additional processing.
After the primer is applied and cured, then the metal strip enters the finish coat station where a topcoat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primers, the topcoat is cured using thermal cure ovens.
Oven
Coil coating ovens can range from 130 feet to 160 feet and will cure the coatings in 13 to 20 seconds.
During this stage, the strip enters the prime coat station whereby a primer is applied to the clean and treated metal. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the topcoat.
S Wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip simultaneously in one continuous pass.
The cleaning and pretreating section of the coil coating process focuses on preparing the metal for painting. During the cleaning stage, dirt, debris, and oils are removed from the metal strip. From there, the metal enters the pretreatment section and/or a chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place
In this stage a chemical that provides enhanced corrosion performance is applied. This treatment can be chrome free if required.
The accumulator is a structure that adjusts up and down to store material, which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching process. As much as 750 feet of metal can be collected.
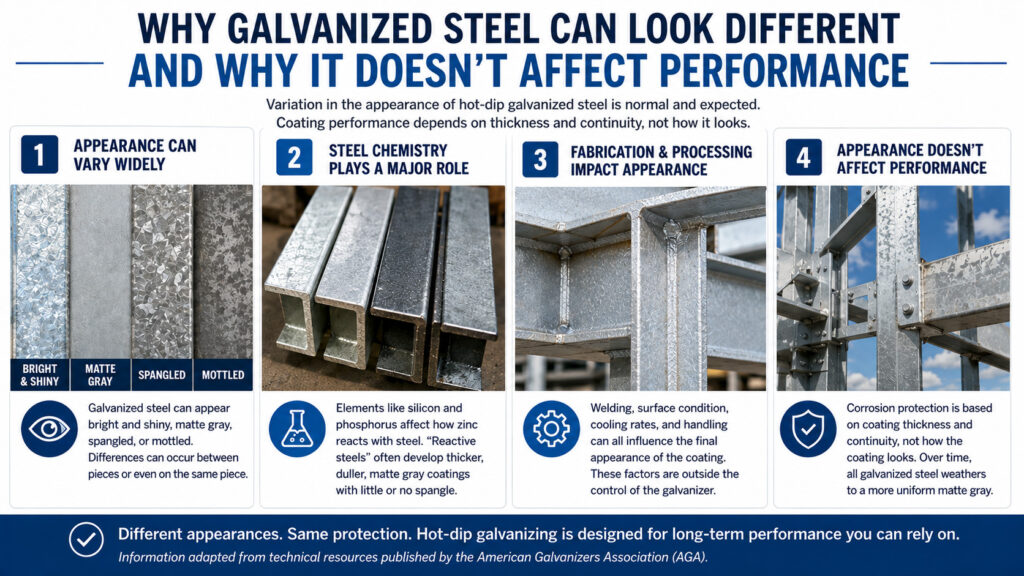
What Causes Variation in the Appearance of Hot-Dip Galvanized Steel?
Newly galvanized steel can vary significantly in appearance. Some coatings appear bright and shiny, while others develop a matte gray finish, visible spangle patterns, or a mottled appearance.
In many cases, different appearances may even exist on different areas of the same fabrication.
These visual differences often raise questions among architects, engineers, fabricators, and owners unfamiliar with the hot-dip galvanizing process. However, according to guidance published by the American Galvanizers Association (AGA), variation in coating appearance is a normal characteristic of hot-dip galvanized steel and generally does not affect corrosion protection performance.
Common Galvanized Coating Appearances
Hot-dip galvanized coatings can develop a range of appearances depending on several factors related to the steel itself, fabrication methods, and processing conditions. Common appearances include:
Bright and shiny finishes
Matte gray coatings
Visible spangle patterns
Mottled or mixed appearances
Variations between sections of the same assembly
While some projects may prioritize a specific aesthetic, appearance alone is not an indicator of coating quality or durability. In many cases, coatings with very different appearances can provide equivalent long-term corrosion protection.
Steel Chemistry Has a Significant Influence
One of the primary causes of appearance variation is the chemical composition of the steel being galvanized.
Elements such as silicon and phosphorus strongly influence the reaction between steel and molten zinc during the galvanizing process. Steels containing elevated levels of these elements are often referred to as “reactive steels” because they promote accelerated growth of the zinc-iron alloy layers that form the galvanized coating.
As a result, reactive steels frequently develop:
Thicker coatings
Matte gray appearances
Reduced or nonexistent spangle
Rougher surface textures
In some cases, rapid alloy layer growth can consume the outer free-zinc layer that normally produces a brighter appearance.
Because steel chemistry can vary between steel mills, heats, and material types, appearance differences may occur even when components are processed under identical galvanizing conditions.
Fabrication and Surface Conditions Also Matter
Fabrication methods and surface condition can also influence final coating appearance.
Factors such as:
Welding practices
Surface roughness
Flame cutting
Grinding
Residual stresses
Prior surface contamination
can all affect how zinc reacts with the steel surface during galvanizing.
For example, welded areas may react differently than surrounding base material, creating visible shade variation or texture differences across the finished coating. Similarly, steel with varying surface roughness may produce inconsistent reflectivity or coating texture after galvanizing.
Handling, lifting, and racking points used during processing may also leave minor visible marks that are normal characteristics of the galvanizing process.
Weathering Steel and Reactive Materials
Certain steel types are naturally more prone to developing matte gray coatings.
Weathering steels and highly reactive steels often produce coatings with little or no visible spangle and a more subdued appearance. Although these coatings may look different from brighter galvanized finishes, they typically provide equal or even greater corrosion protection due to increased coating thickness.
For this reason, appearance variation should be evaluated separately from coating performance. AZZ’s technical teams frequently work with customers to distinguish between cosmetic variation and true coating concerns, helping avoid unnecessary rework or rejection of compliant material.
Appearance Often Becomes More Uniform Over Time
Another important consideration is that galvanized steel naturally changes appearance as it weathers in service.
Exposure to the environment gradually causes the zinc surface to develop a stable patina that protects the coating from corrosion. As this natural weathering process occurs, many initial appearance differences become less noticeable over time.
Bright, shiny coatings often soften into a more uniform matte gray finish as the galvanized surface ages.
Does Appearance Affect Performance?
In most cases, no.
According to industry standards and guidance published by the American Galvanizers Association, the long-term corrosion performance of hot-dip galvanized steel is determined primarily by coating thickness and coating continuity — not by the initial visual appearance of the coating.
As long as the galvanized coating meets applicable specification requirements, variations in color, texture, spangle, or brightness are generally considered acceptable and cosmetic in nature.
Understanding this distinction can help prevent unnecessary concern when evaluating newly galvanized steel. AZZ’s expertise in galvanizing standards, inspection practices, and corrosion protection helps customers confidently assess coating acceptability based on performance criteria rather than appearance alone.
Key Takeaways
Variation in galvanized coating appearance is normal
Steel chemistry is one of the largest contributors to appearance differences
Fabrication methods and surface condition also influence final appearance
Matte gray coatings often indicate increased alloy layer growth, not reduced performance
Initial appearance differences frequently become less noticeable over time
Corrosion protection performance is based on coating thickness and continuity, not coating brightness
Note: Guidance related to galvanized coating appearance was adapted from technical resources published by the American Galvanizers Association.
AZZ Metal Coatings is excited to announce our participation in FABTECH Canada 2026, Canada’s leading event for metal forming, fabricating, welding, and finishing technologies.




























")