Once the metal is cleaned, treated, and painted, the strip is rewound into a coil size prescribed by the customer. From there, the coil is removed from the line and packaged for shipment or additional processing.
After the primer is applied and cured, then the metal strip enters the finish coat station where a topcoat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primers, the topcoat is cured using thermal cure ovens.
Oven
Coil coating ovens can range from 130 feet to 160 feet and will cure the coatings in 13 to 20 seconds.
During this stage, the strip enters the prime coat station whereby a primer is applied to the clean and treated metal. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the topcoat.
S Wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip simultaneously in one continuous pass.
The cleaning and pretreating section of the coil coating process focuses on preparing the metal for painting. During the cleaning stage, dirt, debris, and oils are removed from the metal strip. From there, the metal enters the pretreatment section and/or a chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place
In this stage a chemical that provides enhanced corrosion performance is applied. This treatment can be chrome free if required.
The accumulator is a structure that adjusts up and down to store material, which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching process. As much as 750 feet of metal can be collected.
Designing Tubular Fabrications for Successful Hot-Dip Galvanizing
Hollow structural sections (HSS), pipe, tube steel, and other enclosed fabrications are commonly used in utility, transportation, industrial, architectural, and infrastructure applications. When these fabrications are specified for hot-dip galvanizing, proper venting and drainage become critical design considerations.
Hollow structural sections (HSS), pipe, tube steel, and other enclosed fabrications are commonly used in utility, transportation, industrial, architectural, and infrastructure applications. When these fabrications are specified for hot-dip galvanizing, proper venting and drainage become critical design considerations.
Unlike open structural shapes, tubular fabrications contain enclosed spaces that must allow cleaning solutions, air, flux, and molten zinc to move freely throughout the galvanizing process. Failure to provide adequate venting and drainage can result in coating defects, trapped zinc, increased processing costs, and potentially unsafe conditions during galvanizing.
By considering galvanizing requirements early in the design process, fabricators and engineers can help ensure a high-quality coating while minimizing delays and rework.
Why Venting and Drainage Matter
Hot-dip galvanizing is a total immersion process. During cleaning, pickling, fluxing, galvanizing, and cooling, solutions and molten zinc must be able to enter and exit enclosed members without restriction.
Proper venting and drainage help:
Prevent trapped air pockets
Allow complete cleaning of internal surfaces
Promote uniform zinc coverage
Enable excess zinc to drain during withdrawal
Reduce the risk of pressure buildup
Improve overall coating quality
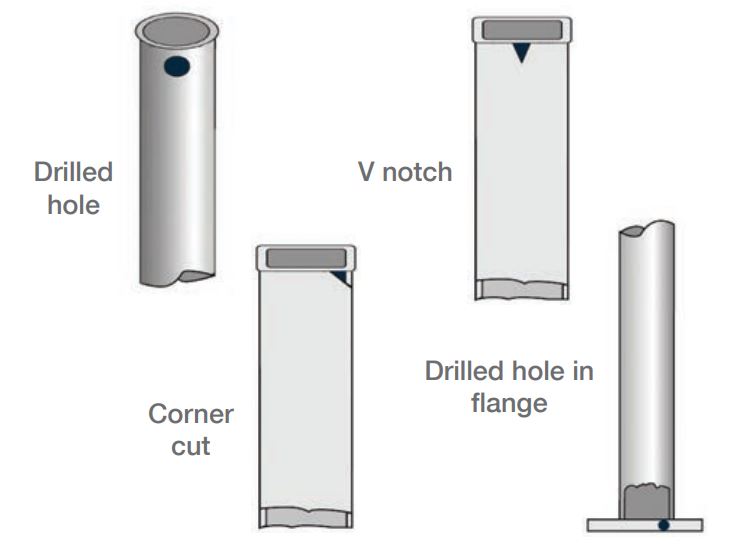
Figure 1. Common vent hole options for tubular fabrications, including drilled holes, V-notches, corner cuts, and flange openings. Source: American Galvanizers Association Design Guide.
The goal is simple: provide a continuous path for air, cleaning solutions, and molten zinc to flow through every enclosed section of the fabrication.
Design with the Galvanizing Process in Mind
One of the most effective ways to improve galvanizing results is to consider how a fabrication will be immersed into and withdrawn from the galvanizing kettle.
Vent holes should be located at the highest points of enclosed members during immersion so trapped air can escape. Drain holes should be positioned at the lowest points to allow solutions and molten zinc to flow freely from the fabrication.
Whenever practical, open-ended members provide the best results because they maximize flow and drainage throughout the galvanizing process.
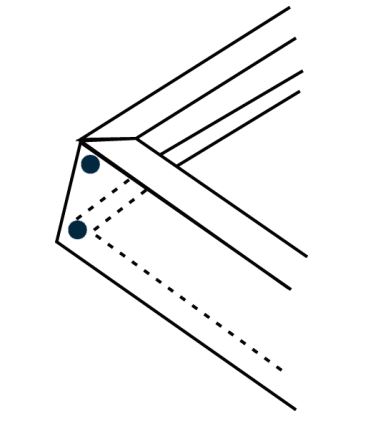
Figure 2. Recommended vent and drain hole placement for end plates and enclosed sections. Positioning openings near corners promotes unrestricted flow and reduces trapped air pockets. Source: American Galvanizers Association Design Guide.
Design details that appear minor during fabrication can have a significant impact on galvanizing quality and processing efficiency.
Best Practices for Tubular Fabrications
Several design practices consistently improve galvanizing outcomes for HSS and tubular fabrications.
Maximize Internal Flow
Provide the largest practical openings between interconnected members whenever possible. Larger openings improve movement of cleaning solutions and molten zinc while reducing the likelihood of trapped materials.
Place Openings Near Connections
Vent and drain holes should be positioned as close to welds and intersections as practical. This improves communication between connected members and promotes complete coating coverage.
Consider Corner Placement
For square and rectangular HSS, corner openings often provide better venting and drainage performance than centered openings because they eliminate air pockets that can develop during immersion.
Coordinate Early
Consulting with your galvanizer during the design phase can help identify potential issues before fabrication begins.
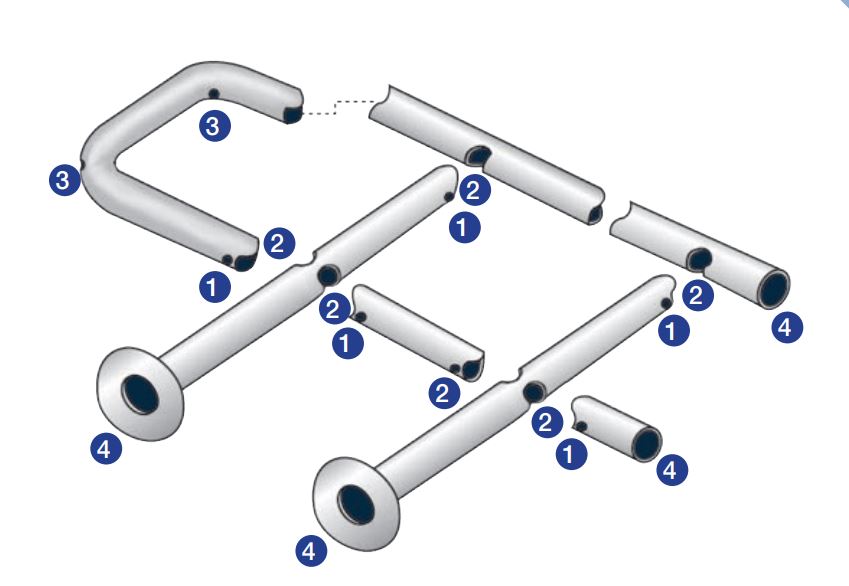
Handrail Design Example
Handrails represent one of the most common examples of tubular fabrication design for galvanizing.
The preferred design incorporates internal venting through member intersections, minimizing the number of visible external vent holes while still allowing unrestricted movement of solutions and zinc throughout the assembly.
The key requirement remains unchanged: all enclosed spaces must allow unrestricted movement of air, cleaning solutions, and molten zinc.
Common Design Issues to Avoid
Many galvanizing challenges can be traced back to a handful of common design details.
Avoid:
Sealed sections with no venting provisions
Undersized vent holes
Internal diaphragms that block flow
Drain holes located away from low points
Connections that create zinc traps
End plates with centered openings that trap air
Addressing these issues during design and detailing can help improve coating quality while reducing processing challenges.
Design Tip: Involve Your Galvanizer Early
Small changes made during detailing can have a significant impact on galvanizing quality, turnaround time, and overall project success.
Early coordination allows designers, fabricators, and galvanizers to identify potential venting and drainage concerns before fabrication begins, reducing the likelihood of costly modifications later in the project.
Key Takeaways
Proper venting and drainage are essential for safe and effective hot-dip galvanizing of tubular fabrications.
Vent holes should be located at high points and drain holes at low points based on the orientation of the fabrication during immersion.
Larger openings and unobstructed internal pathways improve cleaning, coating coverage, and zinc drainage.
Corner venting and drainage details often perform better than centered openings in square and rectangular HSS.
Handrails and other interconnected tubular assemblies benefit from internal venting through member intersections whenever possible.
Common issues such as sealed sections, undersized holes, and zinc traps can lead to coating defects and processing challenges.
Early collaboration with your galvanizer can help optimize design details and avoid costly modifications later in the project.
Note: Guidance related to tubular fabrication design, venting, and drainage was adapted from technical resources published by the American Galvanizers Association.
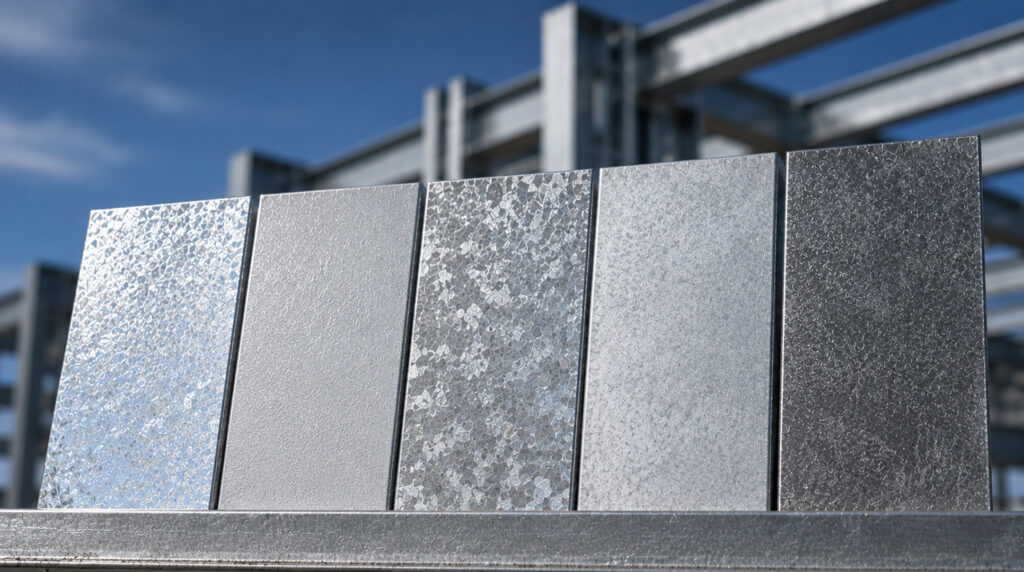
Newly galvanized steel can vary significantly in appearance. Some coatings appear bright and shiny, while others develop a matte gray finish, visible spangle patterns, or a mottled appearance.




























")