
Aged Metal
Aged Metal

Clay Tile
Clay Tile

Grass Texture
Grass Texture
Rustic Metal
Rustic Metal
Many structures and parts are fabricated using cold-working techniques (bending, hole-punching, rolling, shearing). Severe cold-working increases the incidence of strain-age embrittlement. The effects of strain-age embrittlement may be accelerated by the galvanizing process, because aging is relatively slow at ambient temperatures but more rapid at the elevated temperatures encountered in the galvanizing process. (See also Bend Diameters).
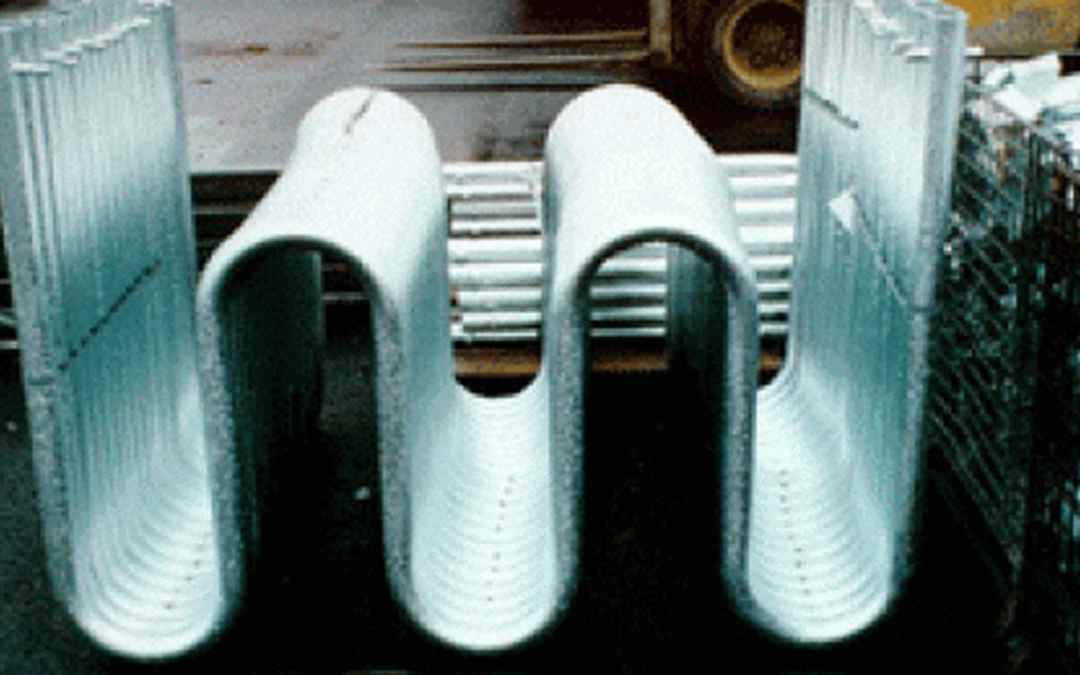
Any form of cold-working reduces steel’s ductility. Operations such as punching holes, notching, producing fillets of small radii, shearing, or sharp bending may lead to strain-age embrittlement of susceptible steels. Cold-worked steels less than 1/8″ (3 mm) thick subsequently galvanized are unlikely to experience strain-age embrittlement. Since cold-working is the strongest contributing factor to the embrittlement of galvanized steel, these tips are recommended to reduce the incidence of strain-age embrittlement:

Where cold-working cannot be avoided, stress-relieve the part at 1100 F (593 C) for one hour per inch (2.5 cm) of material thickness. ASTM A143, Safeguarding Against Embrittlement of Hot-Dip Galvanized Structural Steel Products and Procedure for Detecting Embrittlement, and CSA Specification G164, Hot-Dip Galvanizing of Irregularly Shaped Articles, provide guidance on cold-working and stress-relieving procedures. However, it is best to avoid severe cold-working of susceptible steels. If there is concern with possible loss of ductility due to strainage embrittlement, advise your galvanizer. A sample quantity of the cold-formed items should be galvanized and tested before further commitment.
Cold-working also must be taken into consideration with respect to another potential mechanical change that may occur during galvanizing’s chemical cleaning process: hydrogen embrittlement. During the chemical reaction between steel, rust, and the chemicals used in the pickling stages of the galvanizing process, hydrogen is produced, which is then absorbed by the steel. Upon immersion into the molten zinc, the hydrogen is expelled as gas. If the steel has been severely cold-worked in a very small region, the hydrogen can be trapped in the steel, causing hydrogen embrittlement when the part is put under stress during use.
Hydrogen embrittlement is of concern only when the ultimate localized tensile strength of the cold-worked steel exceeds 170 ksi (1,200 MPa). Mechanically cleaning of localized high-strength steel areas avoids hydrogen embrittlement.
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.
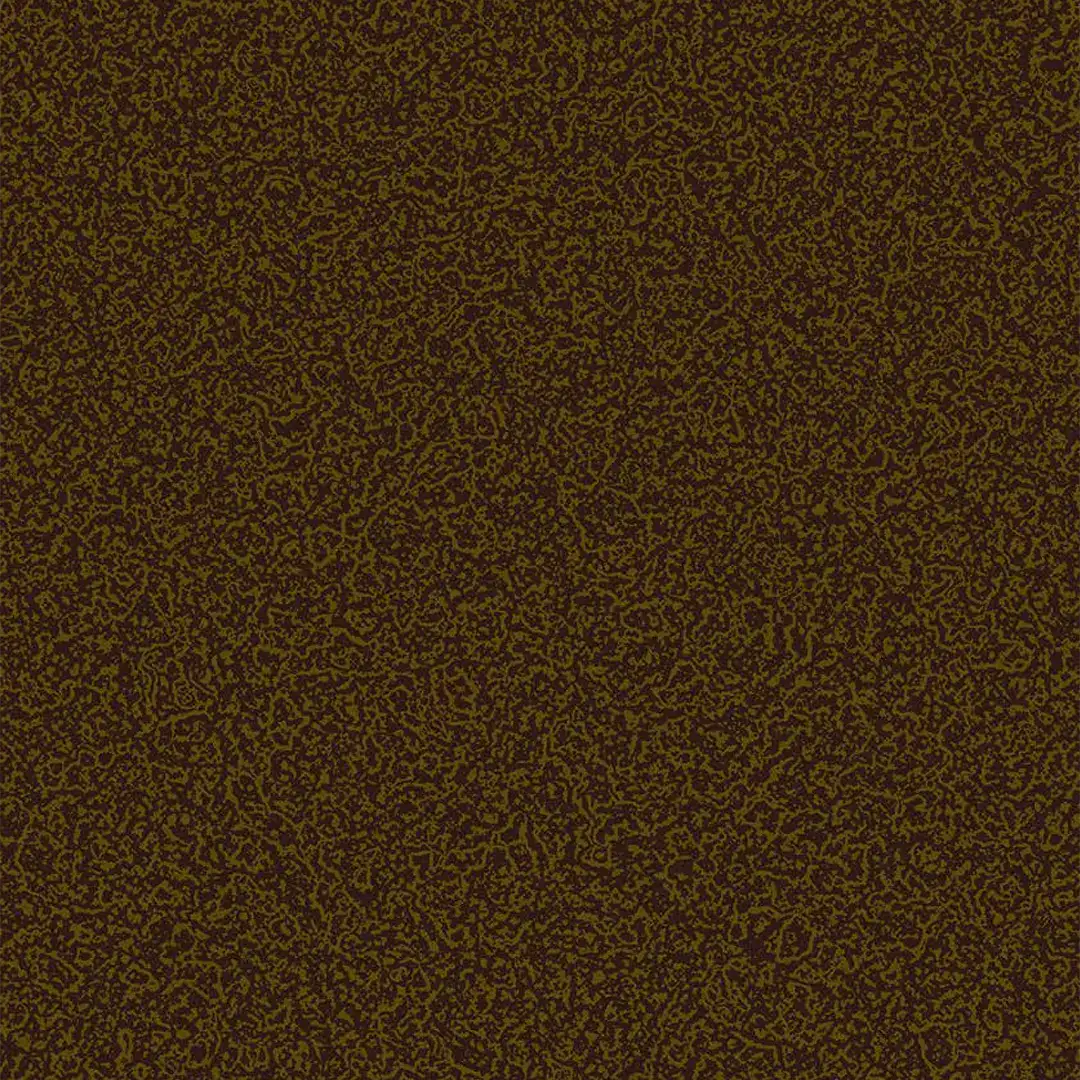
When the decision is made to hot-dip galvanize, the design engineer should ensure that the pieces can be suitably fabricated for highest-quality galvanizing. Many structures and parts are fabricated using cold-working techniques, including bending. It is important to understand that, because bending-induced stresses may be released during the galvanzing process, changes in structural shape and/or alignment (warping and distortion) may result. Best practice is to keep bend diameters as large as possible when parts are bent before galvanizing. A minimum bend radius of three times the section thickness will promote optimum quality galvanized coating properties. Additional information may be found in ASTM A143 .
Since steel being galvanized is going through a temperature cycle from ambient temperature to molten zincs temperature of more than 800 F (420 C) and then back down to ambient temperature, mechanical property changes can occur, including an aging of areas on steel parts where there is a significant amount of cold-working, such as bends. This aging is called strain-age embrittlement.
When the cold-worked and galvanized part is later put in service, a fracture of the bend may occur. Fractures characteristically occur at the toe of the bend where the highest induced stress resides. If bends sharper than three times the section thickness are necessary, thermally heat-treat (stress-relieve) the article after bending prior to galvanizing in order to reduce the retained stress level in the steel article. To stress-relieve, the part should be heat-treated at 1100 F (593 C) for one hour per inch (2.5cm) of section thickness.
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.

Growmark and various fabricators (Lemar Industries, GSI, Bushnell Illinois tank) quickly helped reconstruct the facility to have it up and running for the 2019 harvest. This complete facility replacement recently won the “Newly Completed” award from the American Galvanizers Association (AGA) for its innovative use of hot-dip galvanizing steel.
AZZ Galvanizing – Peoria was critical in executing on the facility’s renewal, leveraging AZZ’s extensive experience in hot-dip galvanizing to ensure an expectation-exceeding result was achieved.
The food and agricultural industry accounts for roughly 5.4% of the United States’ GDP. Grainland and facilities like it play a critical role in the logistics of buying and selling corn and soybeans – a vital industry of the Midwest and beyond. Galvanizing steel is the premier material for agricultural architecture and was essential when building the new corn dryer. The product is perfect for coating durability, corrosion performance, ease of specifying and life-cycle cost.
The designers chose hot-dip galvanizing because of its sustainability and ability to meet the requirement of a 50-year life with a low maintenance cost. The farms can face harsh natural elements that erode materials. Many of Grainland’s structures (all of the structural steel components, including the tower structures, conveyors, catwalks and railing) use the hot-dip galvanizing process because it is cost effective and enduring. This project used more than 1,200 tons of galvanized steel, which supports the growing demand for crops. Hot-dip galvanized steel addresses the economic and cultural factors that will make the Grainland facility successful for years to come.
Grainland Cooperative rallied after a massive corn dryer explosion. With the help of Growmark and various fabricators (Lemar Industries, GSI, Bushnell Illinois tank), Grainland Cooperative was quickly reconstructed with the use of galvanized steel. This complete facility replacement recently won an American Galvanizers Association (AGA) award for its quick action and innovative design.
AZZ focuses on creating a stronger, safer world, evidenced by our focus on protecting infrastructure from corrosion. This project was an innovative way to show the possibilities of galvanizing. Learn more about AZZ’s capabilities by exploring our hot dip galvanizing capabilities.



In this series, we are highlighting some of those facilities, showcasing how they fit into the AZZ ecosystem and help us provide you with industry-leading services and capabilities.
Next up is our Terrell, Texas facility, which provides powder coating, e-coating, wet spray, mil-spec and coating removal services.
Let’s take a closer look.
The Terrell facility was added in September 2019 through the acquisition of Preferred Industries, Ltd.
Working closely with customers to ensure the application of high-quality, uniform paint film to every project, AZZ Terrell offers a one-stop-shop experience with services in powder coating, e-coating, spray painting/masking, sandblasting, mil-spec, and coating removal, along with pickup and delivery services that guarantee fast turnaround every time
Constantly striving for continuous improvement to achieve the highest quality standards, the 155,000 square foot AZZ Terrell facility brings environmentally sound, cost-effective protective coating applications to a wide variety of industries.
The facility’s Powder Coating uses three conveyor lines, augmented by two batch lines, ensuring uniform quality of either clean, plain, color, metallic or textured finishing options.
Consisting of four sub-phases (pretreatment cleaning, electrocoat bath, rinsing, bake oven curing), AZZ Terrell’s automated e-coat process provides a precise, evenly deposited film and finish. Ideal for heat resistant products such as military CARC coatings, substrate plastic, fiberglass, woodmasking, hydraulic pumps, and fiberglass, the facility’s wet coating process is the cost-effective, thin finish solution for uniform paint coverage, while mil spec coatings are formulated and rigorously tested to provide the required resistance to the harsh, corrosive decontaminating chemicals that are used to wash down military equipment.
The facility’s coating removal sandblasting capabilities smooth rough edges and repair surface blemishes to ensure a quality finish while fluidized sand stripping scrubs, burning off and vaporizing organic material without damaging work pieces.
AZZ Terrell serves the military, automotive, HVAC, marine, transportation, medical, industrial, commercial and plastics industries.
“We are pleased with the acquisition (of Preferred Industries) as we continue to execute on our strategic plan to broaden our service offerings and expand our network of Surface Technology plants.” – Michael Doucet, AZZ Surface Technologies Senior Vice President
AZZ Surface Technologies – Terrell:
100 FM 148
Terrell, TX 75160
United States
972.563.0883
Stay tuned for future entries in our “Meet the Plant” series to see highlights from more of the AZZ facilities helping us provide state-of-the-art metal finishing solutions and more.
To learn more or find other AZZ facilities, visit azz.com/locator.

Modern art has long been a discipline where materials and substrates are innovative. While galvanized metal is best known for how it’s applied in infrastructure and construction, it’s also known for its ability to serve that innovative purpose with the introduction of “Bloom,” a hot dip galvanized art piece in downtown Reno, Nev.
This glowing bloom of shoots and bulbs recently won the American Galvanizers Association (AGA) Artistic award, and AZZ Galvanizing – Reno played a critical role in the finished project by fabricator Michael Christian of Xian Productions.
The “Bloom” piece consists of four parts, including a bottom base, shoots, stalks and blooms. Oblong pieces of plasma welded together comprise the bottom vase, creating a coarse and bark-like texture.
The shoots in the next part were created using bent quarter-inch wires welded together with a steel ring.
Next, the stalks are round tubes in a variety of lengths to illustrate “growth.” At the top, fabricated wires form the blooms, which have lights inside that can dim and glow throughout the night.
Christian, the fabricator, selected hot dip galvanizing because of the environment. Reno is a desert city that has its share of extreme weather, including intense heat, heavy rains, and severe cold and snowstorms. The zinc coating from the galvanizing is robust enough to protect the piece from those elements. Zinc actually corrodes 30 times slower than steel!
Christian knew the value of the extended corrosion protection offered by galvanizing, but also wanted a uniform coating. AZZ advised him regarding how the coating would look on different steel surfaces, and, after thorough discussions, he decided to sandblast the entire piece for more consistency in its final coat. In the end, this last step helped deliver the most uniform appearance.
Beyond the aesthetics and erosion protection, galvanizing the installation ensured sustainability and provided a quick turnaround time. The investment in galvanizing was both cost-effective and will reduce the need for expensive maintenance.

AZZ has a world-class, proprietary hot dip galvanizing process known as GalvXtra. The hot dip process includes prepping and cleaning the surface to ensure it’s a smooth as possible, then submerging the steel parts in a bath of molten zinc, where it remains until it reaches 840° F.
At this temperature, the zinc and steel react, developing a zinc/iron intermetallic layer on all surfaces. After dipping, every piece goes through a thorough inspection.
AZZ focuses on creating a stronger, safer world, evidenced by our focus on protecting infrastructure from corrosion. This project was a unique, artistic way to show the possibilities of galvanizing.
Learn more about AZZ’s capabilities by exploring our hot dip galvanizing capabilities.




























")





