
Aged Metal
Aged Metal

Clay Tile
Clay Tile

Grass Texture
Grass Texture
Rustic Metal
Rustic Metal

In a city full of iconic landmarks, the Nashville International Airport adds to this list with the erection of an epic 40+ Ft. monument welcoming the 50,000 travelers who use this airport each day.
The monument displays Nashville’s three letter airport code, BNA (Berry Field Nashville) named for the airport’s first administrator Col Harry S Berry.
“As we celebrate a record-breaking fiscal year in 2022 with 18.4 million passengers, it’s important to have a front entrance that commands attention and welcomes our passengers every day,” said Doug Kreulen, president and CEO of BNA.
The monument will be lit at sunset every day, illuminating the entrance and shining bright with familiar blue and yellow brand colors.
The project was built on a hot-dip galvanized steel frame designed for a long life even while being exposed to the elements. Each of the 14’ tall letters on the frame were designed to be single-dip galvanized before being adorned with decorative steel panels. Hollow fabrications require small openings to ensure that all surfaces (internal and external) receive equal corrosion protection.
For this project the openings were precisely sized and located to help minimize drips and runs, thus producing a smooth, consistent HDG surface, essential for an aesthetically pleasing finish. The monument will be lit at sunset every day, illuminating the entrance to BNA with familiar the blue and yellow brand colors. On the back side of the monument, hinged access panels were installed to reach the internal components for inspections and repairs as needed.
In addition to the entrance monument, the airport plans to install smaller versions of the sign at other locations on the property. Thanks to the design team’s emphasis on the longevity and sustainability, hot-dip galvanizing was the optimum, maintenance free choice to protect this welcoming structure for decades to come.




Hot dip galvanizing is a sustainable method of protecting metal from corrosion. The process involves cleaning the metal, immersing it in a bath of molten zinc, and then allowing it to cool. This creates a protective layer of zinc on the surface of the metal, which acts as a barrier against corrosion.
One of the key benefits of hot dip galvanizing is its longevity. The zinc coating can last for decades, or even up to 100 years, with minimal maintenance required. This means that metal structures that have been hot dip galvanized will require less frequent replacement, reducing the overall environmental impact of these structures.
Another benefit of hot dip galvanizing is its recyclability. The zinc used in the process can be recycled and reused for further galvanizing, making it an environmentally friendly choice.
In addition, hot dip galvanizing does not use any toxic chemicals or produce any harmful emissions, making it a safe and clean process.
Overall, hot dip galvanizing is a sustainable method of protecting metal structures from corrosion, with a long lifespan, recyclability and no environmental impact. It is a great choice for any organization looking to maintain their environmental responsibility and reduce their carbon footprint.
AZZ is committed to providing products and services in an efficient and environmentally friendly manner. A cornerstone of our commitment is to provide products and services that support sustainable infrastructure development while striving to reduce the amount of raw materials, energy, and waste used during the manufacturing process. For more information regarding our commitment to sustainability, please visit our sustainability page.

Each company and charitable organization are recognized with a small feature on the campaign website and through a commemorative custom ornament, which adorns the trees at the VIP entrance to the NYSE.
AZZ is proud to highlight The AZZ Cares Foundation on its ornament. The ACF provides charitable support and assistance to AZZ employees and their families when an emergency, disaster, or personal hardship occurs.
Learn more about the foundation and find out how to give by clicking here.

When it comes to metal forming, fabricating, welding, and finishing, FABTECH 2022 is the only event that makes it possible to see it all together. This is where you’ll find the latest in manufacturing equipment. Discover innovations by application and industry. And see the advanced manufacturing solutions that bring new levels of productivity and efficiency to your operations. FABTECH gives you the tools, technology, and thought leadership to stay ahead of the competition.
AZZ Metal Coatings will again have a presence at the event, showcasing its leading hot-dip galvanizing and surface technologies capabilities at booth B4623 (exhibit hall B). Please plan to stop by and meet the team! Learn more about FABTECH 2022 at: https://www.fabtechexpo.com/

Best practice also recommends studs and bolted assemblies be sent to the galvanizer disassembled. Masking to prevent galvanizing threads on pipe or fittings is very difficult. The recommended practice is to clean and tap after galvanizing. Anchoring devices (such as threaded rods and anchor bolts) sometimes are specified to be galvanized in the threaded areas only or in the areas to be exposed above ground. This can be more expensive than galvanizing the complete unit because of the additional handling required. Complete galvanizing can be specified for items to be anchored in concrete.
Manufacturers of threaded parts recognize special procedures must be followed in their plants when certain items are to be galvanized. Following are some examples:
The table below shows the recommended overtapping for nuts and interior threads as detailed in ASTM A563, Specification for Carbon and Alloy Steel Nuts. On threads over 1.5 inches (38 mm) it is often more practical, if design strength allows, to have the male thread cut 0.031″ (0.8 mm) undersize before galvanizing so a standard tap can be used on the nut.
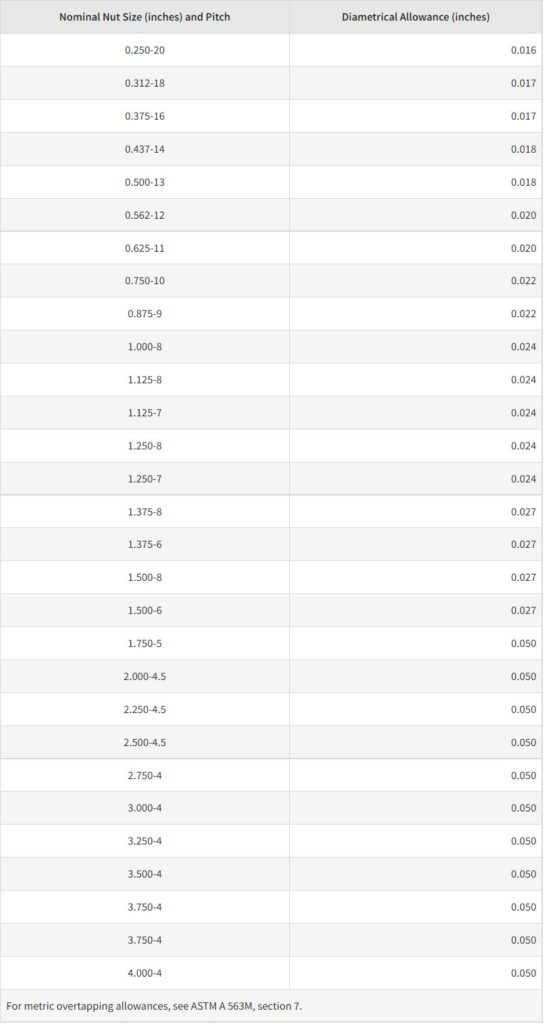
Design considerations courtesy of American Galvanizers Association. The AGA also has the publication, The Design of Products to be Hot-Dip Galvanized After Fabrication, available for download.




























")





