Once the metal is cleaned, treated, and painted, the strip is rewound into a coil size prescribed by the customer. From there, the coil is removed from the line and packaged for shipment or additional processing.
After the primer is applied and cured, then the metal strip enters the finish coat station where a topcoat is applied. Topcoats provide color, corrosion resistance, durability, flexibility and any other required physical properties. Like primers, the topcoat is cured using thermal cure ovens.
Oven
Coil coating ovens can range from 130 feet to 160 feet and will cure the coatings in 13 to 20 seconds.
During this stage, the strip enters the prime coat station whereby a primer is applied to the clean and treated metal. After the primer is applied, the metal strip travels through a thermal oven for curing. Primers are used to aid in paint adhesion, improve corrosion performance and enhance aesthetic and functional attributes of the topcoat.
S Wrap Coater
The S wrap coater design allows for primers and paints to be applied to the top and back side of the metal strip simultaneously in one continuous pass.
The cleaning and pretreating section of the coil coating process focuses on preparing the metal for painting. During the cleaning stage, dirt, debris, and oils are removed from the metal strip. From there, the metal enters the pretreatment section and/or a chemical coater whereby chemicals are applied to facilitate paint adhesion and enhance corrosion resistance.
Dried-In-Place
In this stage a chemical that provides enhanced corrosion performance is applied. This treatment can be chrome free if required.
The accumulator is a structure that adjusts up and down to store material, which makes continuous operation of the coil coating process possible. This accumulation will continue to feed the coil coating processes while the entry end has stopped for the stitching process. As much as 750 feet of metal can be collected.
The 1997/98 season for the Denver Broncos culminated in the team’s 1st Super Bowl championship after defeating Brett Favre and the Green Bay Packers in a thrilling 31-24 victory. Finally, after 4 Super Bowl defeats, the Broncos could at long last, hoist the Lombardi trophy.
The timing of this victory couldn’t have been better as there was much more at stake for the Broncos than just a championship. The original Mile High Stadium and Broncos home venue since the team’s inception in 1960 was nearing its end as a viable host for NFL games.
The Broncos would require voter support to approve extending an existing tax to offset $270 million of the $400 million needed to construct the new stadium, with then Broncos owner; Pat Bowlen picking up the balance. The failure of similar tax proposals to build new stadiums in other major cities had resulted in the relocation of NFL franchises. Fortunately, and certainly aided by the Superbowl victory, the measure passed in November of 1998, setting the construction wheels in motion to build the new football stadium.
The design/build team of Turner Construction, Empire Construction, Alvarado Construction, and HNTB Architects in association with Fentress Bradburn Architects and Bertram A. Bruton Architects was assembled to make the new stadium vision a reality.
This massive project included more than 500 tons of steel handrail and safety guardrail to help guide and keep safe the 76,125 fans entering and exiting the stadium. Protecting the exposed steel railing from corrosion was an important decision for the design team. With the common understanding any exposed, painted railing would require periodic maintenance, the design team was also considering the wear issues associated with a scratching effect.
As explained by Lanson Nichols; HNTB’s Senior PM for the project, “Our design team recognized a painted pipe-rail would be more easily scratched over time.” The millions of hands wearing rings, watches, carrying phones, keys etc., would hasten the wear of a painted coating and thus require more frequent touch ups. Ice melt chemicals used to keep the walkways and stairs in the stadium free of ice was another corrosion consideration.
Rather than projecting the extensive costs associated with maintaining painted rails, HNTB Architects began considering more durable options including hot-dip galvanizing (HDG). At that time HDG coatings were primarily specified for industrial applications and less often considered for sports/entertainment or similar high-profile venues.
Hot-dip galvanizing is a zinc coating that forms as the result of a chemical reaction when carefully prepared steel is dipped into a kettle of molten zinc. The exceptionally adhered HDG coating provides a bond strength that can reach 3,600 psi. The zinc and iron alloy layers that form on all surfaces of the dipped steel are actually harder than the base metal itself, thus providing the desired durability for this challenging application.
HNTB realized the appearance of the HDG coating was more in keeping with the design intent and the color scheme on the structural steel, lighting racks, upper bowl and other areas of the stadium. The HDG option checked so many boxes that selecting and specifying HDG for all the stadium railing made perfect sense.
Turner Construction broke ground in August of 1999 and construction of the new stadium was completed in August of 2001. Invesco acquired the original naming rights for the stadium and Invesco Field at Mile high opened on August 11, 2001.
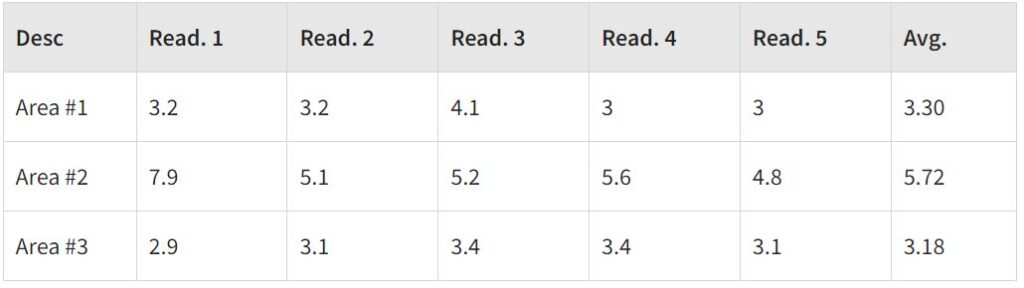
Fast forward 21 years. After two name changes (now Empower Field at Mile High), hundreds of Football games, concerts, motor sport events etc., the maintenance free HDG coating has met all expectations. A random spot check inspection at Empower Field in December 2022 confirmed the 22 year old HDG coating is in good condition and well capable of continuing to provide unmatched protection for many seasons to come.
The maintenance savings provided by the decision to galvanize this railing over two decades ago is several times greater than the original cost to galvanize. The forward thinking of design firms like HNTB and the proven track record of galvanized coatings in countless industries has brought hot-dip galvanizing to the forefront for consideration in many more high-profile exposed steel applications.
In a city full of iconic landmarks, the Nashville International Airport adds to this list with the erection of an epic 40+ Ft. monument welcoming the 50,000 travelers who use this airport each day.
The monument displays Nashville’s three letter airport code, BNA (Berry Field Nashville) named for the airport’s first administrator Col Harry S Berry.
“As we celebrate a record-breaking fiscal year in 2022 with 18.4 million passengers, it’s important to have a front entrance that commands attention and welcomes our passengers every day,” said Doug Kreulen, president and CEO of BNA.
The monument will be lit at sunset every day, illuminating the entrance and shining bright with familiar blue and yellow brand colors.
The project was built on a hot-dip galvanized steel frame designed for a long life even while being exposed to the elements. Each of the 14’ tall letters on the frame were designed to be single-dip galvanized before being adorned with decorative steel panels. Hollow fabrications require small openings to ensure that all surfaces (internal and external) receive equal corrosion protection.
For this project the openings were precisely sized and located to help minimize drips and runs, thus producing a smooth, consistent HDG surface, essential for an aesthetically pleasing finish. The monument will be lit at sunset every day, illuminating the entrance to BNA with familiar the blue and yellow brand colors. On the back side of the monument, hinged access panels were installed to reach the internal components for inspections and repairs as needed.
In addition to the entrance monument, the airport plans to install smaller versions of the sign at other locations on the property. Thanks to the design team’s emphasis on the longevity and sustainability, hot-dip galvanizing was the optimum, maintenance free choice to protect this welcoming structure for decades to come.
Hot dip galvanizing is a sustainable method of protecting metal from corrosion. The process involves cleaning the metal, immersing it in a bath of molten zinc, and then allowing it to cool. This creates a protective layer of zinc on the surface of the metal, which acts as a barrier against corrosion.
One of the key benefits of hot dip galvanizing is its longevity. The zinc coating can last for decades, or even up to 100 years, with minimal maintenance required. This means that metal structures that have been hot dip galvanized will require less frequent replacement, reducing the overall environmental impact of these structures.
Another benefit of hot dip galvanizing is its recyclability. The zinc used in the process can be recycled and reused for further galvanizing, making it an environmentally friendly choice.
In addition, hot dip galvanizing does not use any toxic chemicals or produce any harmful emissions, making it a safe and clean process.
Overall, hot dip galvanizing is a sustainable method of protecting metal structures from corrosion, with a long lifespan, recyclability and no environmental impact. It is a great choice for any organization looking to maintain their environmental responsibility and reduce their carbon footprint.
AZZ is committed to providing products and services in an efficient and environmentally friendly manner. A cornerstone of our commitment is to provide products and services that support sustainable infrastructure development while striving to reduce the amount of raw materials, energy, and waste used during the manufacturing process. For more information regarding our commitment to sustainability, please visit our sustainability page.
Each company and charitable organization are recognized with a small feature on the campaign website and through a commemorative custom ornament, which adorns the trees at the VIP entrance to the NYSE.
AZZ is proud to highlight The AZZ Cares Foundation on its ornament. The ACF provides charitable support and assistance to AZZ employees and their families when an emergency, disaster, or personal hardship occurs.
Learn more about the foundation and find out how to give by clicking here.
When it comes to metal forming, fabricating, welding, and finishing, FABTECH 2022 is the only event that makes it possible to see it all together. This is where you’ll find the latest in manufacturing equipment. Discover innovations by application and industry. And see the advanced manufacturing solutions that bring new levels of productivity and efficiency to your operations. FABTECH gives you the tools, technology, and thought leadership to stay ahead of the competition.
AZZ Metal Coatings will again have a presence at the event, showcasing its leading hot-dip galvanizing and surface technologies capabilities at booth B4623 (exhibit hall B). Please plan to stop by and meet the team! Learn more about FABTECH 2022 at: https://www.fabtechexpo.com/




























")